Welcome to the restoration page for steam locomotive Southern Pacific 786. We are thrilled to share a little about her history and update you on the latest restoration news.
History
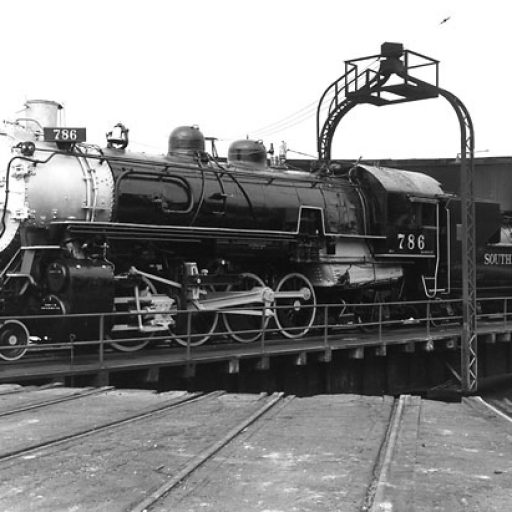
The Southern Pacific 786 was completed by the American Locomotive Company’s Brooks Works of Dunkirk, New York in August of 1916. The locomotive was one of the group of 20 Southern Pacific Mk-5 class 2-8-2 Mikados (numbers 775 to 794). SP 786 was placed in service on the Houston & Texas Central subsidiary of the SP in September of 1916.
The locomotive received several upgrades throughout its career, including: Original extended smokebox shortened in the 1920’s, boiler pressure upgraded from 200 to 210 psi at Houston in 193, and installation of a feedwater heater and superheaters at Houston in 1941.
SP 786 was retired from service and donated to the City of Austin in March of 1956. It was placed on display near the firehouse on Trinity between 4th and 5th streets. It would remain there for 34 years. In 1989 the SP 786 was leased to the newly-formed Austin Steam Train Association and was removed from display the following year.
Restoration of the locomotive began in June of 1990 at the Westinghouse Motor Co. shops in Georgetown, Texas. A team of both professional and volunteer crews completed the intense restoration in a relatively brief amount of time. For three days in December 1991 the operational SP 786 and one coach car were at the center of a celebratory festival in downtown Austin. The first passenger excursion pulled by the restored SP 786 arrived in Burnet on July 25, 1992.
After seven years of reliable service, SP 786 was temporarily sidelined in July 1999 following the discovery of cracks in a key component of the locomotive. This discovery sidelined the SP 786 for a repair which turned into a complete rails-to-stack rebuild which continues to this day.





Restoration Update 4/28/2025
Foreman Matt Jackson announces that the Austin Steam Train Association has hired locomotive contracting company FMW Solutions to provide their expertise on the restoration of our historic steam engine, SP 786. Watch the video below!
Restoration Update 8/9/2024
A long time supporter of ASTA has generously committed to helping build one of the three tracks into ASTA’s planned 13,500 square foot Engine and Car Repair Facility in the Cedar Park Yard. This track, known as the Display Track, will be the home track for SP 786, but will initially serve as a display track for an anticipated donated car acquisition. The ASTA volunteers laid out the track outline using a #8 left hand switch diagram as a starting point.
Restoration Update 7/19/2024
The video on exercising 786’s steam powered appliances and taking the drivers for a spin is now up! Thank you to everyone who helped Mack make this happen!
Restoration Update 5/20/2024
We are thrilled to share a video update about this locomotive on our YouTube channel!
Restoration Update Fall 2021-Spring 2022
As our volunteers that work on 786 returned to school in the fall, work slowed down quite a bit. Despite that, as well as a very busy train schedule, work proceeded on several fronts:
The first, and most time consuming, was removing all of the primer paint that protected the machined surfaces of the driving axles, in preparation for a test fitting in the new driving boxes.
As you can imagine, this was very time-consuming work and required meticulous attention to avoid damaging the surfaces! This work on all eight surfaces was completed about a month ago, thanks to the efforts of Noah Jarrett and Ed De La Pena. Good old fashioned Cosmoline is the protective coating of choice!
A second winter project was re-stacking and cleaning our superheater units in the yard.
Work also began this spring on cleaning and coating the main driving rods.
Lastly, it may be not obvious to the viewer that we still do all of our work outdoors, as we lack proper shop facilities. So an ample amount of time has been devoted to designing a three track, 13,000 square foot shop for continued restoration of SP 786, as well as maintenance of our motive power and passenger fleet. A floor plan has been completed, and architectural renderings have been created, and an updated budget has been completed by our general contractor. Stay tuned for an update on that.




Restoration Update 8/20/2021
ASTA volunteers have continued to hold weekly or bi-weekly work days throughout the summer! A HUGE thank you to all who have contributed–especially our “Young Guns”–Noah, Ryden and Edward!
Restoration Update 6/9/2021
This week we finished the majority of wire brushing and priming on the smokebox and boiler on the 786, then started work on the firebox (engineer side).





Restoration Update 5/14/2021
A really big THANK YOU to the ladies of Cisco Information Systems, who contributed part of their yearly volunteer time to the ASTA! We suggested a thorough wire brushing and re-priming of 786’s boiler (a daunting task), and they rose to the occasion and got it done.
Restoration Update 1/27/2021
ASTA volunteers lifted and replaced the cribbing beneath SP 786’s frame and boiler. Over the past several years, the wooden timbers beneath the boiler, particularly near the smokebox, had grown rotten and unstable. With the frame, we needed to raise it to a height to allow insertion of the new driving boxes, and enable us to measure the existing, as well as the new pairs of shoes and wedges for appropriate machining. These measurements and machining will allow us to progress toward our next milestone – reuniting the frame with the drivers, pilot and trailing trucks.
For both the frame and boiler, we used concrete crossing panels as the ground contact layer, along with newer ties and bridge timbers to support and secure the components. Several months of careful planning, the dedication of about a dozen volunteers and staff members, and the professional help of Crocker Crane paid off. The lifts and re-cribbing were smooth, successful and complete before lunch. Perfect weather helped, as well.










Restoration Update 12/11/2020
Thank you for your interest in the restoration of the SP 786!
Last week we focused on finalizing the plans for the boiler and frame lift and the re-cribbing of the #786. The principal reason for re-cribbing the frame is to bring it up to a higher level so we can test fit the new driving boxes in the pedestal jaws. We will also fit the existing shoes and wedges to the boxes, to see what machining needs to be done. We laid out the spotting marks for the grade crossing panels that will be used as the base and determined the boiler width for panel and cribbing placement. Chris Hoff, our General Superintendent custom-made some panel lifting hooks as well.





Restoration Update 10/17/2020
The Crew had a #786 workday and were able to get the rest of the frame behind the cylinder saddle prepped and painted! Next up we will be sandblasting and priming the casting, then prepping and painting the pilot beam. The Crew also started marshaling materials for the upcoming crane lift and re-cribbing. This will allow sufficient height of the frame off the ground to test fit the new driving boxes with the existing shoe and wedge pairs.
Restoration Update 9/25/2020
Another big month! During September we focused on prepping and painting the frame. This mostly involved wire brushing surface rust off of the primer. Photos from some of work below!




Restoration Update 8/24/2020
- More un-loosening of pedestal binder bolts.
- Critical measurements of piston-crosshead lengths.
- Frame cross ties cleaned and painted.
- Frame tail cleaned and painted.
- Piston cylinders opened, cleaned, mid-cylinder to frame measurements taken, and machined surfaces oiled.
- Locomotive cab lifted and moved to pad for restoration.

Work on pedestal binder bolts 
Measuring piston-crosshead lengths. 
Frame cross ties cleaned and painted. 
Frame tail cleaned and painted. 
Piston cylinders opened, cleaned, mid-cylinder to frame measurements taken. 
Piston cylinders machined surfaces oiled. 
Locomotive cab being lifted. 
Locomotive cab moved to pad for restoration.
Restoration Update 7/31/2020
- Tender stirrup steps drilled, mounted, primed, painted.
- Gear frame cleaned and completely painted.
- Grease zerks on reverse shaft cleaned, tested, and re-installed.
- Components for the oil cellars have been sent out to be welded up.
- Ordered some replacement shoes and wedges from the foundry.
- Almost 85% of the pedestal binder bolts and nuts have been freed up, cleaned, oiled, and thumb re-tightened.
- The lids on the brake cylinder castings were unbolted, lifted, and the interiors of the cylinders inspected, all looked good, except for the gaskets; new ones will be made.
- Executed needle-scaling on the cylinder exteriors, followed by paint
- Crossheads and pistons retrieved and staged for critical measurements next week relative to the piston cylinder center and the main driver center










Restoration Update 7/14/2020
- The transverse frame/boiler rest casting that has chronically filled up with water, has been drained, dried, and needle-scaled down to good metal along all the cavities.
- Once prepped, it was coated with an oil-based primer.
- We started on prepping and painting the boiler rests.
- Temporary tender stirrup steps were removed.
- And new castings jacked into place to mark holes for fasteners.
- Finally, we prepped and painted the other two boiler rests, the reverse lever shaft and support castings, and started on prep and paint for the running gear frame.
Next, we have plans to drill and mount the stirrup steps, and start an analysis of the brake hanger pins and corresponding frame holes.







Restoration Update 6/5/2020
With the goal of getting the frame on the drivers, here is what has been accomplished recently:
- Driving box lubrication is being converted from grease cake lubrication to oil lubrication. With that in mind, oil cellars have been designed. The parts have been laser cut and are currently being machined for inlet and overflow piping. Once machined, the components will be welded together and readied for installation.
- With the return of SP 786 parts from the previous contractor, we were short one set of shoes and wedges. A new set has been designed, the forms are built, and we are seeking a local foundry for the pour.

- A crew is currently freeing up/lubricating all pedestal binder fasteners and wedge adjustment screws
- Prior to re-assembly, the frame will be re-blasted, primed and finish coat painted
- In addition, there was the periodic exercising of the drivers and air/steam powered appliances (cross compound air compressor, turbine, power reverse, etc. on 5/30/2020.
Restoration Update 2019
Our Summer Work Day achieved an enormous amount of work! Thank you to our volunteer team who built through the heat  and sun.
and sun.
We achieved:
- Debriding the repair track of dead ties, and repositioning the pony and trailing trucks
- Lubed up the running gear brass
- Took the drivers for several spins on the rip track, and re-lubricated the bearings
- Erected the 10 x 20 tent over the cylinder saddle casting to let it dry out
- Removed surface rust from the connecting rods on the south side, and re-applied the Fuchs preservative
- Sandblasted both sides of both rear cylinder castings and protected the machined sides with primer
- Stored all four castings in the nearby 20’ container to keep them out of the weather
- Removed the reach rod from the frame, and stored it in the SP 786 container
- Wire brushed/wheeled threads on the wedge adjustment screws as well as the pedestal binder nuts, worked and coated them completely along the Fireman’s side, and started on the Engineer’s side.
- Discussed strategies for filling in the non-draining voids in the cross frame casting
- Placed the five tender step castings on a level concrete panel to evaluate the best castings for the fireman’s side of the tender
To donate to the restoration of the SP 786, please click HERE.
To volunteer on our restoration team, please email us at volunteers@austinsteamtrain.org






Other Recent Restoration
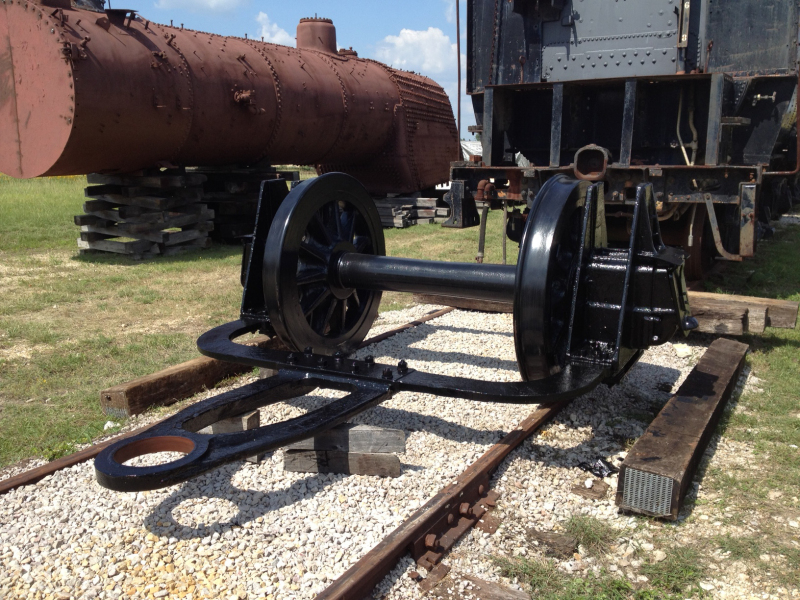
The bearing boxes (2 per axle) ride on the axle journals and support the entire weight of the locomotive. They are cast steel, machined and fitted with a “crown brass” (actually a special bronze). Babbitt metal is formed on the sides for a thrust bearing. New bearing boxes had been cast a few years ago, but it was determined they were too thin to be used. So, Strasburg Railroad arranged for new castings, machined them beautifully and installed the crown brasses and babbitt thrust faces. An excellent job, on-schedule and on-budget! Strasburg RR has been a real pleasure to deal with.
The cylinder heads, front and back for each cylinder, had been cast new and machined in Muscle Shoals, AL. It was discovered that the diameter of shoulder (the part of the head that is inserted into the cylinder bore) was left too large by about 1/16″ so it could not be assembled. We contracted with a large machine shop in Taylor, TX (Babco) to machine the diameter of the shoulder down to the proper, accurate size (26.220″). This will allow the heads to be assembled and bolted on for a hydrostatic pressure test, to be done at a later time.
- Also, the trailing truck, now with the new bushing welded in, has been flipped to its normal position and painting is complete.
- Trailing truck pivot has been aligned and tack welded into the support strap and will be attached to the frame with tapered bolts.
- Essentially, all the wheel restoration work is complete.
- Pilot has been painted and is on display at the passenger platform until it can be installed on the frame.
- Remaining parts inventoried, springs and rigging laid out in the yard.
- Appliances such as the turbine, power reverse, cold water pump for the feedwater heater, cross compound air pump, air jacks and air motors for the reamers have been lubricated and operated as part of our periodic maintenance program.
- Periodic cleaning and coating the rods with a moisture resistant coating which has held up well considering all the rain we have received in the Spring months.
- Tested fit of the face on the smoke box for hinge hole drilling.















We need your help!
There’s much appeal to the return of SP 786 to active, steaming life, whether it’s the importance of preserving her as an artifact of American railroading’s high-water mark, or just the irresistible sights, sounds and smells of a moving steam locomotive. If you want to be a part of getting her back in steam, we would be most appreciative of your time and talents, your financial support or both.
To donate to the restoration of the SP 786, please click HERE or click the button below!
To volunteer on our restoration team, please email us at volunteers@austinsteamtrain.org
Video
This video shows the power reverse unit being lubricated and operated on shop air by the SP 786 restoration crew.
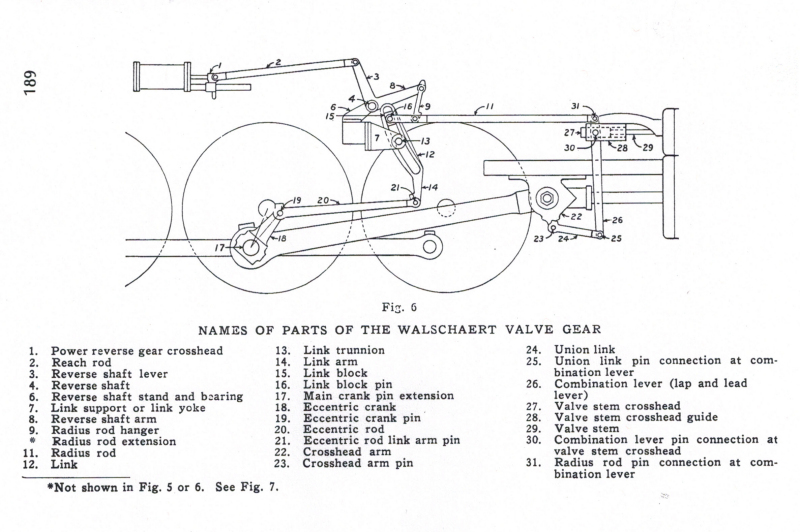
The valve gear of a steam engine is a series of levers, cranks, links and rods that ‘instruct’ the steam engine to essentially go forwards or backwards. It also controls the amount of steam that is presented to the pistons, and that amount is frequently changed depending on factors such as speed, terrain, and tonnage as the train moves along the track. The engineer operates this system by moving what is called a Johnson bar in the cab. Move the Johnson bar forward, and the valve gear is positioned to move the engine forward when the steam throttle is opened. Move the bar backwards and the locomotive goes into a reverse movement.
In smaller locomotives, the Johnson bar could be manually moved by the engineer, but in larger locomotives with heavier valve gear and higher operating pressures, a power assist is needed (similar to power steering in your car). So when the Johnson bar is moved in the cab of SP 786 it actuates an air driven piston and ram on the power reverse unit that links to the valve gear via the reach rod and reverse lever, thus providing much more force to position the gear than one strong engineer could muster.
So periodically, each of our air or steam driven appliances such as the power reverse unit, the electrical turbine generator and the cross compound air compressor get lubricated and exercised while awaiting their return to the steam engine.